Por que é melhor que o convencional?
O phased array automatizado é melhor que o ultrassom convencional por vários motivos:
- Permite variar o ângulo, a direção e o foco do feixe de ultrassom, sem a necessidade de mover a sonda ou o objeto. Isso possibilita inspecionar áreas de difícil acesso, geometrias complexas e materiais anisotrópicos.
- Permite obter imagens bidimensionais ou tridimensionais da estrutura interna do objeto, com maior resolução e precisão. Isso facilita a detecção, a localização e a caracterização de defeitos, como trincas, corrosão, delaminação, etc.
- Permite reduzir o tempo e o custo da inspeção, pois requer menos movimentação, calibração e preparação do que o ultrassom convencional. Além disso, permite realizar a inspeção em tempo real, com resultados imediatos e confiáveis.
![{"type":"elementor","siteurl":"https://brasilinspect.com/wp-json/","elements":[{"id":"0aad8fe","elType":"widget","isInner":false,"isLocked":false,"settings":{"image":{"url":"https://brasilinspect.com/wp-content/uploads/2023/11/Tubo-Entupido.jpeg","id":12073,"size":"","alt":"Exemplo de tubulação obstruída","source":"library"},"_element_width":"initial","_element_custom_width":{"unit":"%","size":80.741},"_flex_size":"none","lqd_parallax_settings_trigger_start":"top bottom","lqd_parallax_settings_trigger_end":"bottom top","image_border_radius":{"unit":"px","top":"20","right":"20","bottom":"20","left":"20","isLinked":true},"image_size":"large","image_custom_dimension":{"width":"","height":""},"caption_source":"none","caption":"","link_to":"none","link":{"url":"","is_external":"","nofollow":"","custom_attributes":""},"open_lightbox":"default","align":"","align_tablet":"","align_mobile":"","width":{"unit":"%","size":"","sizes":[]},"width_tablet":{"unit":"%","size":"","sizes":[]},"width_mobile":{"unit":"%","size":"","sizes":[]},"space":{"unit":"%","size":"","sizes":[]},"space_tablet":{"unit":"%","size":"","sizes":[]},"space_mobile":{"unit":"%","size":"","sizes":[]},"height":{"unit":"px","size":"","sizes":[]},"height_tablet":{"unit":"px","size":"","sizes":[]},"height_mobile":{"unit":"px","size":"","sizes":[]},"object-fit":"","object-fit_tablet":"","object-fit_mobile":"","object-position":"center center","object-position_tablet":"","object-position_mobile":"","opacity":{"unit":"px","size":"","sizes":[]},"css_filters_css_filter":"","css_filters_blur":{"unit":"px","size":0,"sizes":[]},"css_filters_brightness":{"unit":"px","size":100,"sizes":[]},"css_filters_contrast":{"unit":"px","size":100,"sizes":[]},"css_filters_saturate":{"unit":"px","size":100,"sizes":[]},"css_filters_hue":{"unit":"px","size":0,"sizes":[]},"opacity_hover":{"unit":"px","size":"","sizes":[]},"css_filters_hover_css_filter":"","css_filters_hover_blur":{"unit":"px","size":0,"sizes":[]},"css_filters_hover_brightness":{"unit":"px","size":100,"sizes":[]},"css_filters_hover_contrast":{"unit":"px","size":100,"sizes":[]},"css_filters_hover_saturate":{"unit":"px","size":100,"sizes":[]},"css_filters_hover_hue":{"unit":"px","size":0,"sizes":[]},"background_hover_transition":{"unit":"px","size":"","sizes":[]},"hover_animation":"","image_border_border":"","image_border_width":{"unit":"px","top":"","right":"","bottom":"","left":"","isLinked":true},"image_border_width_tablet":{"unit":"px","top":"","right":"","bottom":"","left":"","isLinked":true},"image_border_width_mobile":{"unit":"px","top":"","right":"","bottom":"","left":"","isLinked":true},"image_border_color":"","image_border_radius_tablet":{"unit":"px","top":"","right":"","bottom":"","left":"","isLinked":true},"image_border_radius_mobile":{"unit":"px","top":"","right":"","bottom":"","left":"","isLinked":true},"image_box_shadow_box_shadow_type":"","image_box_shadow_box_shadow":{"horizontal":0,"vertical":0,"blur":10,"spread":0,"color":"rgba(0,0,0,0.5)"},"caption_align":"","caption_align_tablet":"","caption_align_mobile":"","text_color":"","caption_background_color":"","caption_typography_typography":"","caption_typography_font_family":"","caption_typography_font_size":{"unit":"px","size":"","sizes":[]},"caption_typography_font_size_tablet":{"unit":"px","size":"","sizes":[]},"caption_typography_font_size_mobile":{"unit":"px","size":"","sizes":[]},"caption_typography_font_weight":"","caption_typography_text_transform":"","caption_typography_font_style":"","caption_typography_text_decoration":"","caption_typography_line_height":{"unit":"px","size":"","sizes":[]},"caption_typography_line_height_tablet":{"unit":"em","size":"","sizes":[]},"caption_typography_line_height_mobile":{"unit":"em","size":"","sizes":[]},"caption_typography_letter_spacing":{"unit":"px","size":"","sizes":[]},"caption_typography_letter_spacing_tablet":{"unit":"px","size":"","sizes":[]},"caption_typography_letter_spacing_mobile":{"unit":"px","size":"","sizes":[]},"caption_typography_word_spacing":{"unit":"px","size":"","sizes":[]},"caption_typography_word_spacing_tablet":{"unit":"em","size":"","sizes":[]},"caption_typography_word_spacing_mobile":{"unit":"em","size":"","sizes":[]},"caption_text_shadow_text_shadow_type":"","caption_text_shadow_text_shadow":{"horizontal":0,"vertical":0,"blur":10,"color":"rgba(0,0,0,0.3)"},"caption_space":{"unit":"px","size":"","sizes":[]},"caption_space_tablet":{"unit":"px","size":"","sizes":[]},"caption_space_mobile":{"unit":"px","size":"","sizes":[]},"_title":"","_margin":{"unit":"px","top":"","right":"","bottom":"","left":"","isLinked":true},"_margin_tablet":{"unit":"px","top":"","right":"","bottom":"","left":"","isLinked":true},"_margin_mobile":{"unit":"px","top":"","right":"","bottom":"","left":"","isLinked":true},"_padding":{"unit":"px","top":"","right":"","bottom":"","left":"","isLinked":true},"_padding_tablet":{"unit":"px","top":"","right":"","bottom":"","left":"","isLinked":true},"_padding_mobile":{"unit":"px","top":"","right":"","bottom":"","left":"","isLinked":true},"_element_width_tablet":"","_element_width_mobile":"","_element_custom_width_tablet":{"unit":"px","size":"","sizes":[]},"_element_custom_width_mobile":{"unit":"px","size":"","sizes":[]},"_flex_align_self":"","_flex_align_self_tablet":"","_flex_align_self_mobile":"","_flex_order":"","_flex_order_tablet":"","_flex_order_mobile":"","_flex_order_custom":"","_flex_order_custom_tablet":"","_flex_order_custom_mobile":"","_flex_size_tablet":"","_flex_size_mobile":"","_flex_grow":1,"_flex_grow_tablet":"","_flex_grow_mobile":"","_flex_shrink":1,"_flex_shrink_tablet":"","_flex_shrink_mobile":"","_element_vertical_align":"","_element_vertical_align_tablet":"","_element_vertical_align_mobile":"","_position":"","_offset_orientation_h":"start","_offset_x":{"unit":"px","size":0,"sizes":[]},"_offset_x_tablet":{"unit":"px","size":"","sizes":[]},"_offset_x_mobile":{"unit":"px","size":"","sizes":[]},"_offset_x_end":{"unit":"px","size":0,"sizes":[]},"_offset_x_end_tablet":{"unit":"px","size":"","sizes":[]},"_offset_x_end_mobile":{"unit":"px","size":"","sizes":[]},"_offset_orientation_v":"start","_offset_y":{"unit":"px","size":0,"sizes":[]},"_offset_y_tablet":{"unit":"px","size":"","sizes":[]},"_offset_y_mobile":{"unit":"px","size":"","sizes":[]},"_offset_y_end":{"unit":"px","size":0,"sizes":[]},"_offset_y_end_tablet":{"unit":"px","size":"","sizes":[]},"_offset_y_end_mobile":{"unit":"px","size":"","sizes":[]},"_z_index":"","_z_index_tablet":"","_z_index_mobile":"","_element_id":"","_css_classes":"","lqd_parallax":"","lqd_parallax_settings_popover":"yes","lqd_parallax_settings_ease":["linear"],"lqd_parallax_settings_trigger":"top bottom","lqd_parallax_settings_duration":{"unit":"px","size":0,"sizes":[]},"lqd_parallax_settings_perspective":{"unit":"px","size":"","sizes":[]},"lqd_parallax_from_options":"yes","lqd_parallax_from_x":{"unit":"px","size":0,"sizes":[]},"lqd_parallax_from_y":{"unit":"px","size":0,"sizes":[]},"lqd_parallax_from_z":{"unit":"px","size":0,"sizes":[]},"lqd_parallax_from_scaleX":{"unit":"px","size":1,"sizes":[]},"lqd_parallax_from_scaleY":{"unit":"px","size":1,"sizes":[]},"lqd_parallax_from_rotationX":{"unit":"px","size":0,"sizes":[]},"lqd_parallax_from_rotationY":{"unit":"px","size":0,"sizes":[]},"lqd_parallax_from_rotationZ":{"unit":"px","size":0,"sizes":[]},"lqd_parallax_from_opacity":{"unit":"px","size":1,"sizes":[]},"lqd_parallax_from_transformOriginX":{"unit":"%","size":50,"sizes":[]},"lqd_parallax_from_transformOriginY":{"unit":"%","size":50,"sizes":[]},"lqd_parallax_from_transformOriginZ":{"unit":"px","size":0,"sizes":[]},"lqd_parallax_to_options":"yes","lqd_parallax_to_x":{"unit":"px","size":0,"sizes":[]},"lqd_parallax_to_y":{"unit":"px","size":0,"sizes":[]},"lqd_parallax_to_z":{"unit":"px","size":0,"sizes":[]},"lqd_parallax_to_scaleX":{"unit":"px","size":1,"sizes":[]},"lqd_parallax_to_scaleY":{"unit":"px","size":1,"sizes":[]},"lqd_parallax_to_rotationX":{"unit":"px","size":0,"sizes":[]},"lqd_parallax_to_rotationY":{"unit":"px","size":0,"sizes":[]},"lqd_parallax_to_rotationZ":{"unit":"px","size":0,"sizes":[]},"lqd_parallax_to_opacity":{"unit":"px","size":1,"sizes":[]},"lqd_parallax_to_transformOriginX":{"unit":"%","size":50,"sizes":[]},"lqd_parallax_to_transformOriginY":{"unit":"%","size":50,"sizes":[]},"lqd_parallax_to_transformOriginZ":{"unit":"px","size":0,"sizes":[]},"lqd_custom_animation":"","lqd_ca_settings_popover":"yes","lqd_ca_preset":"custom","lqd_ca_settings_ease":["power4.out"],"lqd_ca_settings_direction":"forward","lqd_ca_settings_duration":{"unit":"px","size":1.6,"sizes":[]},"lqd_ca_settings_stagger":{"unit":"px","size":0.16,"sizes":[]},"lqd_ca_settings_start_delay":{"unit":"px","size":0,"sizes":[]},"lqd_ca_from_popover":"yes","lqd_ca_from_x":{"unit":"px","size":0,"sizes":[]},"lqd_ca_from_y":{"unit":"px","size":0,"sizes":[]},"lqd_ca_from_z":{"unit":"px","size":0,"sizes":[]},"lqd_ca_from_scaleX":{"unit":"px","size":1,"sizes":[]},"lqd_ca_from_scaleY":{"unit":"px","size":1,"sizes":[]},"lqd_ca_from_rotationX":{"unit":"px","size":0,"sizes":[]},"lqd_ca_from_rotationY":{"unit":"px","size":0,"sizes":[]},"lqd_ca_from_rotationZ":{"unit":"px","size":0,"sizes":[]},"lqd_ca_from_opacity":{"unit":"px","size":1,"sizes":[]},"lqd_ca_from_transformOriginX":{"unit":"%","size":50,"sizes":[]},"lqd_ca_from_transformOriginY":{"unit":"%","size":50,"sizes":[]},"lqd_ca_from_transformOriginZ":{"unit":"px","size":0,"sizes":[]},"lqd_ca_to_popover":"yes","lqd_ca_to_x":{"unit":"px","size":0,"sizes":[]},"lqd_ca_to_y":{"unit":"px","size":0,"sizes":[]},"lqd_ca_to_z":{"unit":"px","size":0,"sizes":[]},"lqd_ca_to_scaleX":{"unit":"px","size":1,"sizes":[]},"lqd_ca_to_scaleY":{"unit":"px","size":1,"sizes":[]},"lqd_ca_to_rotationX":{"unit":"px","size":0,"sizes":[]},"lqd_ca_to_rotationY":{"unit":"px","size":0,"sizes":[]},"lqd_ca_to_rotationZ":{"unit":"px","size":0,"sizes":[]},"lqd_ca_to_opacity":{"unit":"px","size":1,"sizes":[]},"lqd_ca_to_transformOriginX":{"unit":"%","size":50,"sizes":[]},"lqd_ca_to_transformOriginY":{"unit":"%","size":50,"sizes":[]},"lqd_ca_to_transformOriginZ":{"unit":"px","size":0,"sizes":[]},"lqd_custom_css":"","eael_wrapper_link_switch":"","eael_wrapper_link":{"url":"","is_external":"","nofollow":"","custom_attributes":""},"_animation":"","_animation_tablet":"","_animation_mobile":"","animation_duration":"","_animation_delay":"","_transform_rotate_popover":"","_transform_rotateZ_effect":{"unit":"px","size":"","sizes":[]},"_transform_rotateZ_effect_tablet":{"unit":"deg","size":"","sizes":[]},"_transform_rotateZ_effect_mobile":{"unit":"deg","size":"","sizes":[]},"_transform_rotate_3d":"","_transform_rotateX_effect":{"unit":"px","size":"","sizes":[]},"_transform_rotateX_effect_tablet":{"unit":"deg","size":"","sizes":[]},"_transform_rotateX_effect_mobile":{"unit":"deg","size":"","sizes":[]},"_transform_rotateY_effect":{"unit":"px","size":"","sizes":[]},"_transform_rotateY_effect_tablet":{"unit":"deg","size":"","sizes":[]},"_transform_rotateY_effect_mobile":{"unit":"deg","size":"","sizes":[]},"_transform_perspective_effect":{"unit":"px","size":"","sizes":[]},"_transform_perspective_effect_tablet":{"unit":"px","size":"","sizes":[]},"_transform_perspective_effect_mobile":{"unit":"px","size":"","sizes":[]},"_transform_translate_popover":"","_transform_translateX_effect":{"unit":"px","size":"","sizes":[]},"_transform_translateX_effect_tablet":{"unit":"px","size":"","sizes":[]},"_transform_translateX_effect_mobile":{"unit":"px","size":"","sizes":[]},"_transform_translateY_effect":{"unit":"px","size":"","sizes":[]},"_transform_translateY_effect_tablet":{"unit":"px","size":"","sizes":[]},"_transform_translateY_effect_mobile":{"unit":"px","size":"","sizes":[]},"_transform_scale_popover":"","_transform_keep_proportions":"yes","_transform_scale_effect":{"unit":"px","size":"","sizes":[]},"_transform_scale_effect_tablet":{"unit":"px","size":"","sizes":[]},"_transform_scale_effect_mobile":{"unit":"px","size":"","sizes":[]},"_transform_scaleX_effect":{"unit":"px","size":"","sizes":[]},"_transform_scaleX_effect_tablet":{"unit":"px","size":"","sizes":[]},"_transform_scaleX_effect_mobile":{"unit":"px","size":"","sizes":[]},"_transform_scaleY_effect":{"unit":"px","size":"","sizes":[]},"_transform_scaleY_effect_tablet":{"unit":"px","size":"","sizes":[]},"_transform_scaleY_effect_mobile":{"unit":"px","size":"","sizes":[]},"_transform_skew_popover":"","_transform_skewX_effect":{"unit":"px","size":"","sizes":[]},"_transform_skewX_effect_tablet":{"unit":"deg","size":"","sizes":[]},"_transform_skewX_effect_mobile":{"unit":"deg","size":"","sizes":[]},"_transform_skewY_effect":{"unit":"px","size":"","sizes":[]},"_transform_skewY_effect_tablet":{"unit":"deg","size":"","sizes":[]},"_transform_skewY_effect_mobile":{"unit":"deg","size":"","sizes":[]},"_transform_flipX_effect":"","_transform_flipY_effect":"","_transform_rotate_popover_hover":"","_transform_rotateZ_effect_hover":{"unit":"px","size":"","sizes":[]},"_transform_rotateZ_effect_hover_tablet":{"unit":"deg","size":"","sizes":[]},"_transform_rotateZ_effect_hover_mobile":{"unit":"deg","size":"","sizes":[]},"_transform_rotate_3d_hover":"","_transform_rotateX_effect_hover":{"unit":"px","size":"","sizes":[]},"_transform_rotateX_effect_hover_tablet":{"unit":"deg","size":"","sizes":[]},"_transform_rotateX_effect_hover_mobile":{"unit":"deg","size":"","sizes":[]},"_transform_rotateY_effect_hover":{"unit":"px","size":"","sizes":[]},"_transform_rotateY_effect_hover_tablet":{"unit":"deg","size":"","sizes":[]},"_transform_rotateY_effect_hover_mobile":{"unit":"deg","size":"","sizes":[]},"_transform_perspective_effect_hover":{"unit":"px","size":"","sizes":[]},"_transform_perspective_effect_hover_tablet":{"unit":"px","size":"","sizes":[]},"_transform_perspective_effect_hover_mobile":{"unit":"px","size":"","sizes":[]},"_transform_translate_popover_hover":"","_transform_translateX_effect_hover":{"unit":"px","size":"","sizes":[]},"_transform_translateX_effect_hover_tablet":{"unit":"px","size":"","sizes":[]},"_transform_translateX_effect_hover_mobile":{"unit":"px","size":"","sizes":[]},"_transform_translateY_effect_hover":{"unit":"px","size":"","sizes":[]},"_transform_translateY_effect_hover_tablet":{"unit":"px","size":"","sizes":[]},"_transform_translateY_effect_hover_mobile":{"unit":"px","size":"","sizes":[]},"_transform_scale_popover_hover":"","_transform_keep_proportions_hover":"yes","_transform_scale_effect_hover":{"unit":"px","size":"","sizes":[]},"_transform_scale_effect_hover_tablet":{"unit":"px","size":"","sizes":[]},"_transform_scale_effect_hover_mobile":{"unit":"px","size":"","sizes":[]},"_transform_scaleX_effect_hover":{"unit":"px","size":"","sizes":[]},"_transform_scaleX_effect_hover_tablet":{"unit":"px","size":"","sizes":[]},"_transform_scaleX_effect_hover_mobile":{"unit":"px","size":"","sizes":[]},"_transform_scaleY_effect_hover":{"unit":"px","size":"","sizes":[]},"_transform_scaleY_effect_hover_tablet":{"unit":"px","size":"","sizes":[]},"_transform_scaleY_effect_hover_mobile":{"unit":"px","size":"","sizes":[]},"_transform_skew_popover_hover":"","_transform_skewX_effect_hover":{"unit":"px","size":"","sizes":[]},"_transform_skewX_effect_hover_tablet":{"unit":"deg","size":"","sizes":[]},"_transform_skewX_effect_hover_mobile":{"unit":"deg","size":"","sizes":[]},"_transform_skewY_effect_hover":{"unit":"px","size":"","sizes":[]},"_transform_skewY_effect_hover_tablet":{"unit":"deg","size":"","sizes":[]},"_transform_skewY_effect_hover_mobile":{"unit":"deg","size":"","sizes":[]},"_transform_flipX_effect_hover":"","_transform_flipY_effect_hover":"","_transform_transition_hover":{"unit":"px","size":"","sizes":[]},"motion_fx_transform_x_anchor_point":"","motion_fx_transform_x_anchor_point_tablet":"","motion_fx_transform_x_anchor_point_mobile":"","motion_fx_transform_y_anchor_point":"","motion_fx_transform_y_anchor_point_tablet":"","motion_fx_transform_y_anchor_point_mobile":"","_background_background":"","_background_color":"","_background_color_stop":{"unit":"%","size":0,"sizes":[]},"_background_color_stop_tablet":{"unit":"%"},"_background_color_stop_mobile":{"unit":"%"},"_background_color_b":"#f2295b","_background_color_b_stop":{"unit":"%","size":100,"sizes":[]},"_background_color_b_stop_tablet":{"unit":"%"},"_background_color_b_stop_mobile":{"unit":"%"},"_background_gradient_type":"linear","_background_gradient_angle":{"unit":"deg","size":180,"sizes":[]},"_background_gradient_angle_tablet":{"unit":"deg"},"_background_gradient_angle_mobile":{"unit":"deg"},"_background_gradient_position":"center center","_background_image":{"url":"","id":"","size":""},"_background_image_tablet":{"url":"","id":"","size":""},"_background_image_mobile":{"url":"","id":"","size":""},"_background_position":"","_background_position_tablet":"","_background_position_mobile":"","_background_xpos":{"unit":"px","size":0,"sizes":[]},"_background_xpos_tablet":{"unit":"px","size":0,"sizes":[]},"_background_xpos_mobile":{"unit":"px","size":0,"sizes":[]},"_background_ypos":{"unit":"px","size":0,"sizes":[]},"_background_ypos_tablet":{"unit":"px","size":0,"sizes":[]},"_background_ypos_mobile":{"unit":"px","size":0,"sizes":[]},"_background_attachment":"","_background_repeat":"","_background_repeat_tablet":"","_background_repeat_mobile":"","_background_size":"","_background_size_tablet":"","_background_size_mobile":"","_background_bg_width":{"unit":"%","size":100,"sizes":[]},"_background_bg_width_tablet":{"unit":"px","size":"","sizes":[]},"_background_bg_width_mobile":{"unit":"px","size":"","sizes":[]},"_background_video_link":"","_background_video_start":"","_background_video_end":"","_background_play_once":"","_background_play_on_mobile":"","_background_privacy_mode":"","_background_video_fallback":{"url":"","id":"","size":""},"_background_slideshow_gallery":[],"_background_slideshow_loop":"yes","_background_slideshow_slide_duration":5000,"_background_slideshow_slide_transition":"fade","_background_slideshow_transition_duration":500,"_background_slideshow_background_size":"","_background_slideshow_background_size_tablet":"","_background_slideshow_background_size_mobile":"","_background_slideshow_background_position":"","_background_slideshow_background_position_tablet":"","_background_slideshow_background_position_mobile":"","_background_slideshow_lazyload":"","_background_slideshow_ken_burns":"","_background_slideshow_ken_burns_zoom_direction":"in","_background_hover_background":"","_background_hover_color":"","_background_hover_color_stop":{"unit":"%","size":0,"sizes":[]},"_background_hover_color_stop_tablet":{"unit":"%"},"_background_hover_color_stop_mobile":{"unit":"%"},"_background_hover_color_b":"#f2295b","_background_hover_color_b_stop":{"unit":"%","size":100,"sizes":[]},"_background_hover_color_b_stop_tablet":{"unit":"%"},"_background_hover_color_b_stop_mobile":{"unit":"%"},"_background_hover_gradient_type":"linear","_background_hover_gradient_angle":{"unit":"deg","size":180,"sizes":[]},"_background_hover_gradient_angle_tablet":{"unit":"deg"},"_background_hover_gradient_angle_mobile":{"unit":"deg"},"_background_hover_gradient_position":"center center","_background_hover_image":{"url":"","id":"","size":""},"_background_hover_image_tablet":{"url":"","id":"","size":""},"_background_hover_image_mobile":{"url":"","id":"","size":""},"_background_hover_position":"","_background_hover_position_tablet":"","_background_hover_position_mobile":"","_background_hover_xpos":{"unit":"px","size":0,"sizes":[]},"_background_hover_xpos_tablet":{"unit":"px","size":0,"sizes":[]},"_background_hover_xpos_mobile":{"unit":"px","size":0,"sizes":[]},"_background_hover_ypos":{"unit":"px","size":0,"sizes":[]},"_background_hover_ypos_tablet":{"unit":"px","size":0,"sizes":[]},"_background_hover_ypos_mobile":{"unit":"px","size":0,"sizes":[]},"_background_hover_attachment":"","_background_hover_repeat":"","_background_hover_repeat_tablet":"","_background_hover_repeat_mobile":"","_background_hover_size":"","_background_hover_size_tablet":"","_background_hover_size_mobile":"","_background_hover_bg_width":{"unit":"%","size":100,"sizes":[]},"_background_hover_bg_width_tablet":{"unit":"px","size":"","sizes":[]},"_background_hover_bg_width_mobile":{"unit":"px","size":"","sizes":[]},"_background_hover_video_link":"","_background_hover_video_start":"","_background_hover_video_end":"","_background_hover_play_once":"","_background_hover_play_on_mobile":"","_background_hover_privacy_mode":"","_background_hover_video_fallback":{"url":"","id":"","size":""},"_background_hover_slideshow_gallery":[],"_background_hover_slideshow_loop":"yes","_background_hover_slideshow_slide_duration":5000,"_background_hover_slideshow_slide_transition":"fade","_background_hover_slideshow_transition_duration":500,"_background_hover_slideshow_background_size":"","_background_hover_slideshow_background_size_tablet":"","_background_hover_slideshow_background_size_mobile":"","_background_hover_slideshow_background_position":"","_background_hover_slideshow_background_position_tablet":"","_background_hover_slideshow_background_position_mobile":"","_background_hover_slideshow_lazyload":"","_background_hover_slideshow_ken_burns":"","_background_hover_slideshow_ken_burns_zoom_direction":"in","_background_hover_transition":{"unit":"px","size":"","sizes":[]},"_border_border":"","_border_width":{"unit":"px","top":"","right":"","bottom":"","left":"","isLinked":true},"_border_width_tablet":{"unit":"px","top":"","right":"","bottom":"","left":"","isLinked":true},"_border_width_mobile":{"unit":"px","top":"","right":"","bottom":"","left":"","isLinked":true},"_border_color":"","_border_radius":{"unit":"px","top":"","right":"","bottom":"","left":"","isLinked":true},"_border_radius_tablet":{"unit":"px","top":"","right":"","bottom":"","left":"","isLinked":true},"_border_radius_mobile":{"unit":"px","top":"","right":"","bottom":"","left":"","isLinked":true},"_box_shadow_box_shadow_type":"","_box_shadow_box_shadow":{"horizontal":0,"vertical":0,"blur":10,"spread":0,"color":"rgba(0,0,0,0.5)"},"_box_shadow_box_shadow_position":" ","_border_hover_border":"","_border_hover_width":{"unit":"px","top":"","right":"","bottom":"","left":"","isLinked":true},"_border_hover_width_tablet":{"unit":"px","top":"","right":"","bottom":"","left":"","isLinked":true},"_border_hover_width_mobile":{"unit":"px","top":"","right":"","bottom":"","left":"","isLinked":true},"_border_hover_color":"","_border_radius_hover":{"unit":"px","top":"","right":"","bottom":"","left":"","isLinked":true},"_border_radius_hover_tablet":{"unit":"px","top":"","right":"","bottom":"","left":"","isLinked":true},"_border_radius_hover_mobile":{"unit":"px","top":"","right":"","bottom":"","left":"","isLinked":true},"_box_shadow_hover_box_shadow_type":"","_box_shadow_hover_box_shadow":{"horizontal":0,"vertical":0,"blur":10,"spread":0,"color":"rgba(0,0,0,0.5)"},"_box_shadow_hover_box_shadow_position":" ","_border_hover_transition":{"unit":"px","size":"","sizes":[]},"_mask_switch":"","_mask_shape":"circle","_mask_image":{"url":"","id":"","size":""},"_mask_notice":"","_mask_size":"contain","_mask_size_tablet":"","_mask_size_mobile":"","_mask_size_scale":{"unit":"%","size":100,"sizes":[]},"_mask_size_scale_tablet":{"unit":"px","size":"","sizes":[]},"_mask_size_scale_mobile":{"unit":"px","size":"","sizes":[]},"_mask_position":"center center","_mask_position_tablet":"","_mask_position_mobile":"","_mask_position_x":{"unit":"%","size":0,"sizes":[]},"_mask_position_x_tablet":{"unit":"px","size":"","sizes":[]},"_mask_position_x_mobile":{"unit":"px","size":"","sizes":[]},"_mask_position_y":{"unit":"%","size":0,"sizes":[]},"_mask_position_y_tablet":{"unit":"px","size":"","sizes":[]},"_mask_position_y_mobile":{"unit":"px","size":"","sizes":[]},"_mask_repeat":"no-repeat","_mask_repeat_tablet":"","_mask_repeat_mobile":"","hide_desktop":"","hide_tablet":"","hide_mobile":""},"defaultEditSettings":{"defaultEditRoute":"content"},"elements":[],"widgetType":"image","htmlCache":"\t\t\n\t\t\t\t\t\t\t\t\t\t\t\t\t\t\t\t\t\t\t\t\t\t\t\t\t\t\n\t\t","editSettings":{"defaultEditRoute":"content","panel":{"activeTab":"content","activeSection":"section_image"}}}]}](https://brasilinspect.com/wp-content/uploads/2024/02/Phased_array_imaging_animation.gif)
Como funciona?
O transdutor é a parte do equipamento que entra em contato com o objeto a ser inspecionado. Ela contém uma matriz de elementos piezoelétricos, deformam quando recebem tensão elétrica. O transdutor pode ter diferentes formatos, como linear, circular, anular, etc. A quantidade e o arranjo dos elementos da matriz também podem variar, de acordo com a aplicação. Por exemplo, uma sonda linear pode ter 16, 32, 64 ou mais elementos, dispostos em uma única linha. Uma sonda circular pode ter 8, 16, 32 ou mais elementos, dispostos em um círculo. Veja abaixo alguns exemplos de trasdutores:

O instrumento é a parte do equipamento que controla a geração e a recepção das ondas sonoras. Ele envia pulsos elétricos para cada elemento da matriz, em sequências e tempos diferentes, de acordo com o ângulo, a direção e o foco desejados para o feixe de ultrassom. O ângulo é o ângulo entre o feixe de ultrassom e a superfície do objeto. A direção é a direção do feixe de ultrassom em relação à sonda. O foco é o ponto onde o feixe de ultrassom é mais concentrado. O instrumento pode variar o ângulo, a direção e o foco do feixe de ultrassom, alterando a sequência e o tempo dos pulsos elétricos. Por exemplo, se o instrumento enviar pulsos elétricos simultâneos para todos os elementos da matriz, o feixe de ultrassom será perpendicular à sonda. Se o instrumento enviar pulsos elétricos com um pequeno atraso de um elemento para o outro, o feixe de ultrassom será inclinado em relação à sonda. Se o instrumento enviar pulsos elétricos com um atraso maior para os elementos do centro da matriz, o feixe de ultrassom será focado em um ponto específico. Veja abaixo alguns exemplos de feixes de ultrassom:

As ondas sonoras são refletidas ou refratadas pelas interfaces ou defeitos do objeto, e retornam para a sonda. As interfaces são as superfícies que separam dois meios diferentes, como o ar e o metal, ou o metal e o plástico. Os defeitos são as descontinuidades ou irregularidades no material, como trincas, corrosão, delaminação, etc. A reflexão é o fenômeno em que a onda sonora volta para o mesmo meio em que se propagava, após atingir uma interface ou um defeito. A refração é o fenômeno em que a onda sonora muda de meio e de direção, após atravessar uma interface. A reflexão e a refração das ondas sonoras dependem do ângulo de incidência, da diferença de impedância acústica e do coeficiente de transmissão dos meios. A impedância acústica é a resistência que o meio oferece à propagação da onda sonora, e é calculada pelo produto da densidade e da velocidade do meio. O coeficiente de transmissão é a razão entre a amplitude da onda transmitida e a amplitude da onda incidente. Por exemplo, se a onda sonora incide perpendicularmente em uma interface entre o ar e o metal, a maior parte da onda será refletida, pois a diferença de impedância acústica é grande e o coeficiente de transmissão é baixo. Se a onda sonora incide obliquamente em uma interface entre o metal e o plástico, uma parte da onda será refletida e outra parte será refratada, pois a diferença de impedância acústica é menor e o coeficiente de transmissão é maior. Veja abaixo alguns exemplos de reflexão e refração das ondas sonoras:

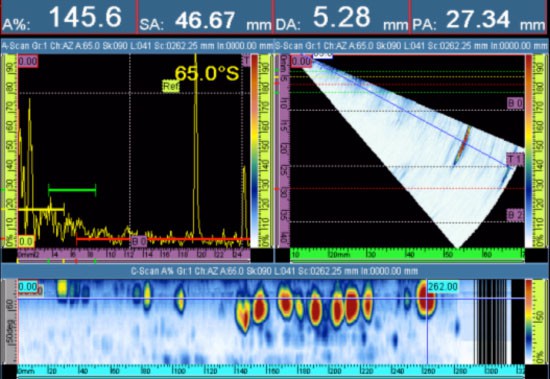
Os elementos da matriz convertem as ondas sonoras em sinais elétricos, que são enviados para o instrumento. O instrumento processa os sinais e forma uma imagem da seção transversal do objeto, que é exibida em uma tela ou registrada em um arquivo. A imagem é formada pela combinação dos sinais recebidos por cada elemento da matriz, em função do tempo e da posição. A imagem pode ser visualizada em diferentes modos, como A-scan, B-scan, C-scan, S-scan, etc. O A-scan é o modo que mostra a amplitude do sinal em função do tempo, indicando a profundidade e a intensidade das reflexões. O B-scan é o modo que mostra a seção transversal do objeto em função da posição da sonda, indicando a forma e a localização das interfaces e dos defeitos. O C-scan é o modo que mostra a projeção plana do objeto em função da posição da sonda, indicando a distribuição e a extensão das interfaces e dos defeitos. O S-scan é o modo que mostra a seção transversal do objeto em função do ângulo do feixe de ultrassom, indicando a orientação e a dimensão das interfaces e dos defeitos. Veja abaixo:
Phased Array Automatizado: Por que é uma melhor opção em relação ao ultrassom convencional?
O phased array automatizado usa uma sonda que contém uma matriz de elementos piezoelétricos, que são materiais que mudam de forma quando recebem ou geram uma tensão elétrica. A sonda é conectada a um instrumento que controla a geração e a recepção das ondas sonoras. O instrumento envia pulsos elétricos para cada elemento da matriz, em sequências e tempos diferentes, de acordo com o ângulo, a direção e o foco desejados para o feixe de ultrassom. Os elementos da matriz convertem os pulsos elétricos em ondas sonoras, que se propagam pelo objeto a ser inspecionado. As ondas sonoras são refletidas ou refratadas pelas interfaces ou defeitos do objeto, e retornam para a sonda. Os elementos da matriz convertem as ondas sonoras em sinais elétricos, que são enviados para o instrumento. O instrumento processa os sinais e forma uma imagem da seção transversal do objeto, que é exibida em uma tela ou registrada em um arquivo.

O phased array automatizado tem várias vantagens em relação ao ultrassom convencional, como maior flexibilidade, qualidade, confiabilidade, produtividade e eficiência na inspeção.
Maior flexibilidade e versatilidade na inspeção
Com o ultrassom convencional, é necessário usar sondas especiais ou adaptadores para mudar o ângulo, a direção e o foco do feixe de ultrassom, o que limita a flexibilidade e a versatilidade da inspeção. Além disso, é necessário mover a sonda ou o objeto para cobrir toda a área a ser inspecionada, o que aumenta o tempo e o custo da inspeção.
Por exemplo, para inspecionar uma peça com uma curvatura, como uma tubulação, com o ultrassom convencional, é necessário usar uma sonda com um ângulo específico, que se adapte à curvatura da peça, e mover a sonda ao longo da peça, fazendo várias varreduras. Com o phased array automatizado, é possível usar uma sonda linear, que se ajusta à curvatura da peça, e variar o ângulo do feixe de ultrassom, cobrindo toda a área da peça com uma única varredura.

Maior qualidade e confiabilidade na inspeção
Outra vantagem do phased array automatizado é que ele permite obter imagens mais claras e detalhadas do objeto, com maior cobertura e sensibilidade, além de possibilitar a quantificação e a classificação dos defeitos. Isso aumenta a qualidade e a confiabilidade da inspeção, pois reduz as chances de erro humano, de falsos positivos e de falsos negativos.
Com o ultrassom convencional, as imagens são mais limitadas e menos precisas, pois dependem da posição e do ângulo da sonda, da qualidade do acoplamento, da interpretação do operador, etc. Além disso, o ultrassom convencional não permite quantificar e classificar os defeitos, pois só fornece informações sobre a profundidade e a intensidade das reflexões.
Por exemplo, para inspecionar uma peça com um defeito interno, como uma trinca, com o ultrassom convencional, é necessário usar uma sonda com um ângulo adequado, que incida sobre o defeito, e observar o sinal na tela, que indica a presença e a profundidade do defeito. Com o phased array automatizado, é possível usar uma sonda com vários ângulos, que incidam sobre o defeito, e observar a imagem na tela, que indica a posição, a dimensão, a forma, a orientação e a classificação do defeito.

Outra vantagem do phased array automatizado é que ele permite reduzir o número de varreduras, o tempo de inspeção e o consumo de recursos, além de facilitar a interpretação e a documentação dos resultados. Isso melhora a produtividade e a eficiência da inspeção, pois otimiza o uso do equipamento, do operador, do material e do espaço.
Com o ultrassom convencional, é necessário fazer várias varreduras, com diferentes sondas e ângulos, para cobrir toda a área a ser inspecionada, o que aumenta o tempo e o custo da inspeção. Além disso, é necessário interpretar e documentar os resultados manualmente, o que pode gerar inconsistências e imprecisões.
Por exemplo, para inspecionar uma peça com uma geometria complexa, como uma solda, com o ultrassom convencional, é necessário usar várias sondas, com diferentes ângulos, para inspecionar cada zona da solda, e registrar os resultados em um relatório, que pode conter erros ou omissões. Com o phased array automatizado, é possível usar uma única sonda, com vários ângulos, para inspecionar toda a solda, e registrar os resultados em um arquivo digital, que pode ser facilmente analisado e armazenado.
Qual é a faixa de atuação?
A faixa de atuação do phased array automatizado depende de vários fatores, como o tipo e o tamanho da sonda, a frequência e a amplitude das ondas sonoras, a espessura e o material do objeto, e a presença de ruídos ou interferências. Em geral, o phased array automatizado pode atuar em faixas de frequência entre 0,5 MHz e 20 MHz, e em faixas de espessura entre 1 mm e 300 mm. No entanto, esses valores podem variar de acordo com a aplicação específica.
Onde é mais utilizado?
O phased array automatizado é mais utilizado em setores que exigem alto nível de qualidade e segurança na inspeção de materiais e estruturas, como:
- Aeroespacial: na inspeção de componentes aeronáuticos, como turbinas, asas, fuselagens, etc.
- Energia: na inspeção de equipamentos e tubulações de usinas nucleares, hidrelétricas, termoelétricas, etc.
- Petróleo e gás: na inspeção de dutos, tanques, plataformas, risers, etc.
- Metalurgia: na inspeção de chapas, barras, perfis, soldas, etc.
- Automotivo: na inspeção de peças e componentes automotivos, como rodas, eixos, chassis, etc.
Qual é a sensibilidade do ensaio?
A sensibilidade do ensaio por phased array automatizado é a capacidade de detectar defeitos de pequenas dimensões e baixo contraste acústico. A sensibilidade depende de vários fatores, como a frequência e a amplitude das ondas sonoras, o ângulo e o foco do feixe de ultrassom, a resolução e o contraste da imagem, e o critério de aceitação do defeito. Em geral, quanto maior a frequência e a amplitude das ondas sonoras, maior a sensibilidade do ensaio. No entanto, isso também implica em menor penetração e maior atenuação das ondas sonoras. Por isso, é necessário encontrar um equilíbrio entre a sensibilidade e a profundidade do ensaio, de acordo com a aplicação específica.
Quais são os principais equipamentos onde é utilizado?
Os principais equipamentos onde o phased array automatizado é utilizado são:
- A sonda, que contém uma matriz de elementos piezoelétricos que geram e recebem as ondas sonoras. A sonda pode ter diferentes formas, tamanhos e configurações, de acordo com o tipo e a geometria do objeto a ser inspecionado.
- O instrumento, que controla a geração e a recepção das ondas sonoras, processa os sinais e forma a imagem do objeto. O instrumento pode ser portátil ou fixo, e pode ter diferentes níveis de complexidade e funcionalidade, de acordo com a necessidade de cada aplicação.
- O software, que permite configurar os parâmetros do ensaio, visualizar e analisar a imagem do objeto, e armazenar e gerenciar os dados do ensaio. O software pode ter diferentes recursos e interfaces, de acordo com o tipo e o objetivo do ensaio.
Como é o registro do ensaio?
O registro do ensaio por phased array automatizado é a documentação dos resultados e das informações do ensaio, que pode ser feita de forma digital ou impressa. O registro do ensaio pode conter:
- Os dados de identificação do objeto, do ensaio e do operador.
- Os parâmetros de configuração do ensaio, como a frequência, a amplitude, o ângulo, o foco, a resolução, o contraste, etc.
- As imagens do objeto, em diferentes modos de visualização, como A-scan, B-scan, C-scan, S-scan, etc.
- As medições e as análises dos defeitos, como a posição, a dimensão, a forma, a orientação, a classificação, etc.
- Os critérios de aceitação e de rejeição dos defeitos, de acordo com as normas e os padrões aplicáveis.
- As conclusões e as recomendações do ensaio, como a aprovação, a reprovação, a re-inspeção, a reparação, etc.
Fale Com Nossos Consultores
Converse com especialistas dedicados para soluções personalizadas às suas necessidades industriais.
Como nos contratar
Contato
Entre em contato conosco por email, chat ou telefone ou preenchendo o formulário de contato em nosso site.
(19) 3884-9960
comercial@brasilinspect.com.br
Análise
Nossa equipe irá analisar suas necessidades e fornecer um orçamento personalizado
Inspeção
Agendaremos uma visita ao local para realizar a inspeção
Resultado
Após a conclusão da inspeção, você receberá um relatório detalhado com os resultados.